

Learn about the GrabCAD Platform
Get to know GrabCAD as an open software platform for Additive Manufacturing
Visit our new homepage


Project from 3D constructor - https://dubina.biz

The factory was designed for small-scale production. This is the company's first plant where the production of a car is planned. The factory includes a production line consisting of three stages. The total area of the plant is 1,500 m. The first stage of the production line involves the assembly of the monocoque. The composite material from which the body parts are made is cut. The composite cut on the table is placed in the part matrix. The part matrix enters the molding room. The cutting process takes less time than the molding process, so two molding halls N1 and N2 are used in the production process. During molding, carbon fiber prepreg is placed into a mold for the part and then fed into ovens for polymerization. After polymerization in the oven, the matrix with the part is sent to the mechanical processing shops for the removal of the part from the matrix and mechanical processing, during which the flash is removed from the part and technological holes are made. After mechanical processing, the part is sent to the finished parts warehouse Q or to the assembly area R if it is part of another part. All body parts are assembled at the first stage of production. After the assembly process at the first stage, the body is sent to the paint and drying chamber at the second stage of production. Painting a car body is a long and complicated procedure consisting of several stages. The first stage of body sanding requires excellent ventilation, which should not only remove dust from the paint booth, but also filter the air entering the booth. After the paint is applied, hot air is supplied to the chamber to dry it. After painting, the car body parts go to the third, final stage of production. Two workers install all the car equipment in a certain order and mount the electrical wiring. The assemblers equip the body with a power unit assembled in section 1, a battery assembled in section 3, and a dashboard assembled in section 6. After installing the parts, the workers check the operation of all the car's systems, and after that the car is ready to pass into the hands of its owner.
Factory construct
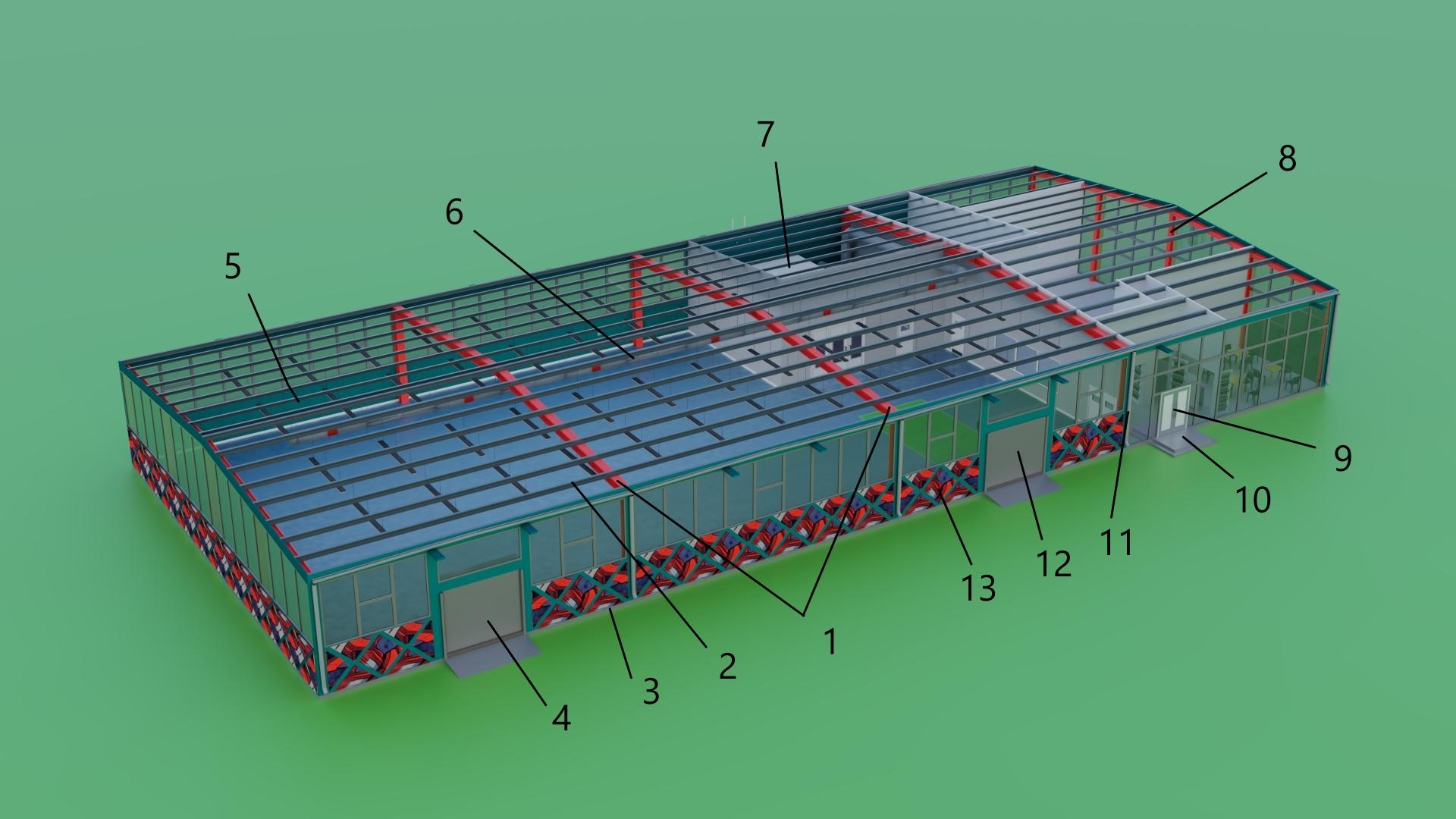
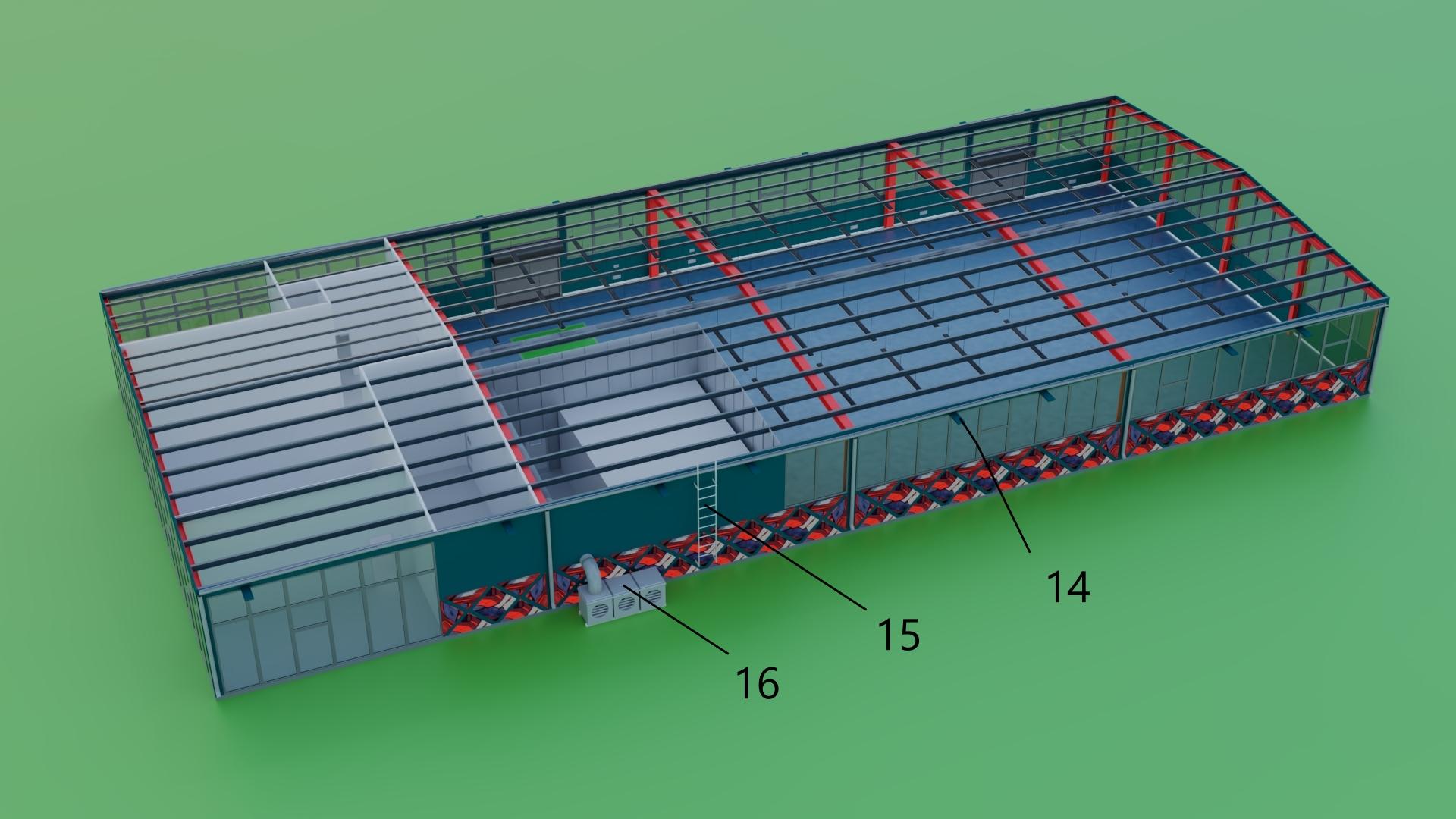
1 – Column; 2 - Roof purlin; 3 – Foundation; 4 – Factory exit; 5 - Ventilation grille in the wall; 6 - Ventilation duct; 7 - Paint booth; 8 - Crossbar; 9 - Entrance; 10 - Porch; 11 - Gutter; 12 - Factory exit; 13 - Wall; 14 - Cornice bracket; 15 - Stairs; 16 - Split system.
1 – Frame
The load-bearing frame of the plant building is a steel frame of variable cross-section, consisting of columns and beams, as well as a system of wall and roof purlins. The load from the building frame is transferred to the building foundation through the framework frame. The frame of the framework consists of welded I-beams of variable cross-section. The frame column is made of steel I-beam of variable cross-section by electric welding. The width of the column is 20 meters. The smallest height of the column from the floor is 4 meters. The roof slope is 4°.
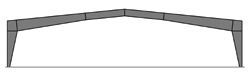
The framework of the building frame has a rigid connection to the foundation. Rigid support of the columns ensures the transfer of transverse and bending moments, creating a stable structure. The column base is designed to evenly distribute concentrated pressure from the column to the foundation surface and ensures that the lower end of the column is fixed in accordance with the established design scheme.
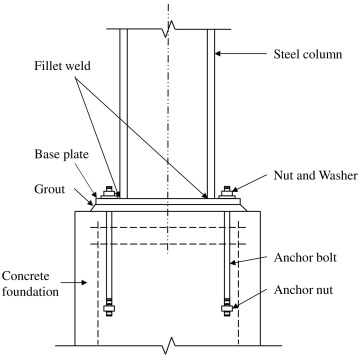
The steel column is attached to the foundation using anchor bolts and a support plate. The anchor bolts serve to fix the position of the column and transfer the tensile forces arising from bending moments to the foundation. The support plate, made of steel measuring 500 x 500 x 20 mm, is welded to the base of the column, distributes the load from the column over a large area of the foundation, preventing point impact.
2 – Roof
The roof purlins of a building are horizontal beams that are part of the metal structure of the roof and serve to distribute the load from the roof to the columns. They provide strength and stability to the roof and are also used to attach lighting fixtures and the ventilation duct.
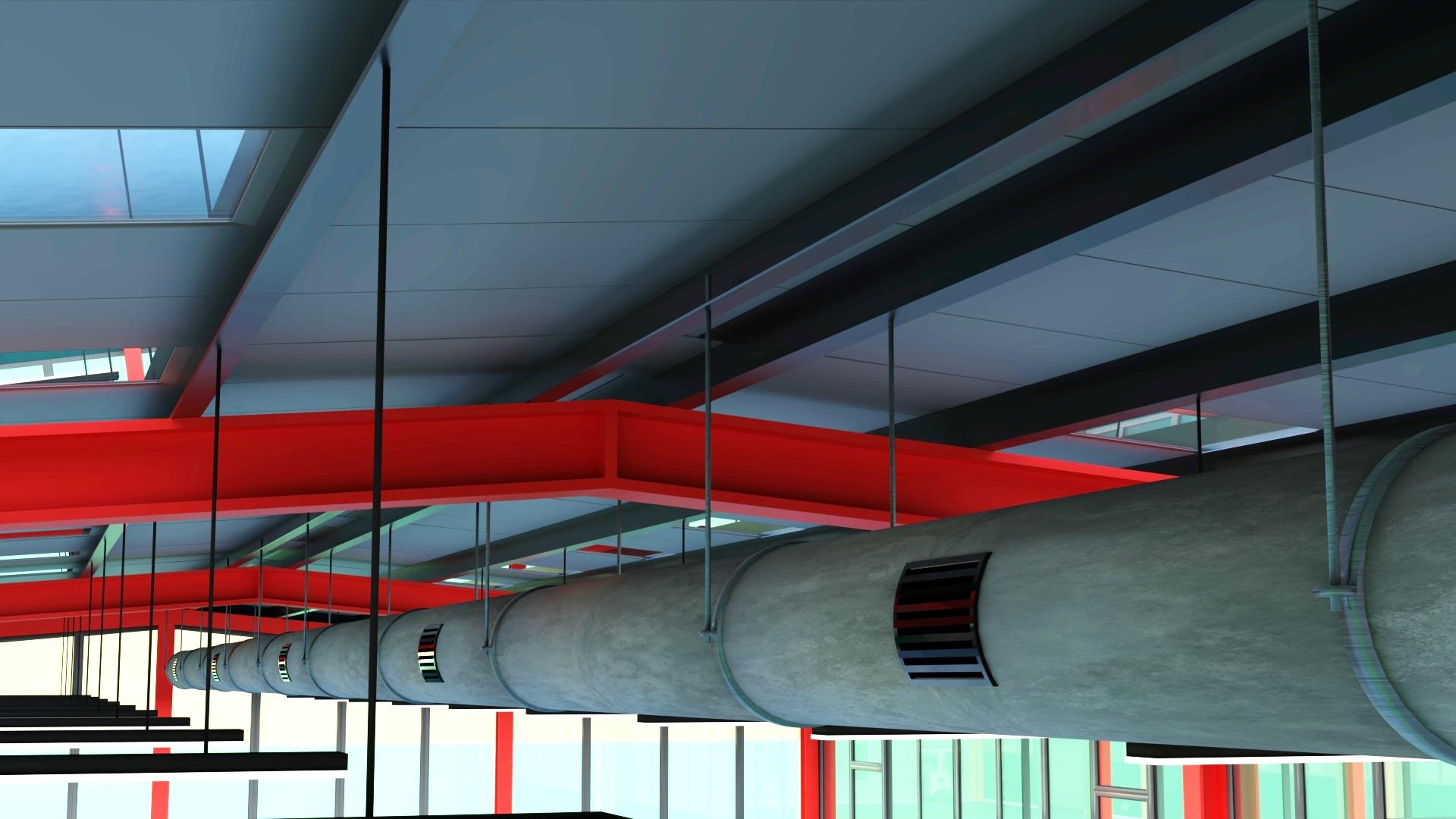
Roof purlins
3 - Walls
Wall purlins are horizontal beams used to support wall panels, sheathing, and windows. Wall purlins distribute loads across the building frame. They are an important element of the building frame and are made of steel.

Wall purlins
Wall and roof purlins are made of cold-formed galvanized Z-profiles. Installation is carried out using galvanized bolts. Openings are made of galvanized cold-formed L-, C-, U- and Z-profiles. All elements of the supporting frame are shot-blasted and coated with a primer with a coating thickness of 80 microns to protect against corrosion during transportation and installation.
4 - Floor
A structural element buried below the ground surface that bears the loads from the building and transfers them to the base is called a foundation. The plant has a columnar foundation with a grillage and a floor on the ground. The soil at the foundation site is loam and semi-solid clay. The bearing capacity of the soil under the base of the columnar foundation is 200 kPa (1.5–2.0 kg/cm²). The soil can withstand loads from columns and grillages and transfers them evenly without excessive settlement. Reinforced concrete grillage, monolithic, 700 mm high, 500 mm wide, made at floor level. The floor is independent from the grillage. The floor on the ground is not rigidly connected to the grillage, but is separated by a compensation joint, a strip of 20 mm thick PSB foam plastic. The foundation settlement is not transferred to the floor. The grillage and columnar foundations take the load from the columns and frame. The floor takes the load from the equipment and loading transport. The floor consists of a compacted sand and crushed stone base 400 mm thick. Then a 100 mm thick sub-concrete base of B7.5 is laid on it, then a waterproofing membrane is laid, then a screed of B22.5 concrete reinforced with A500C Ø10 welded mesh is laid with a pitch of 200×200 mm. The upper and lower mesh zones are on supports. The thickness of the screed is 150 mm.
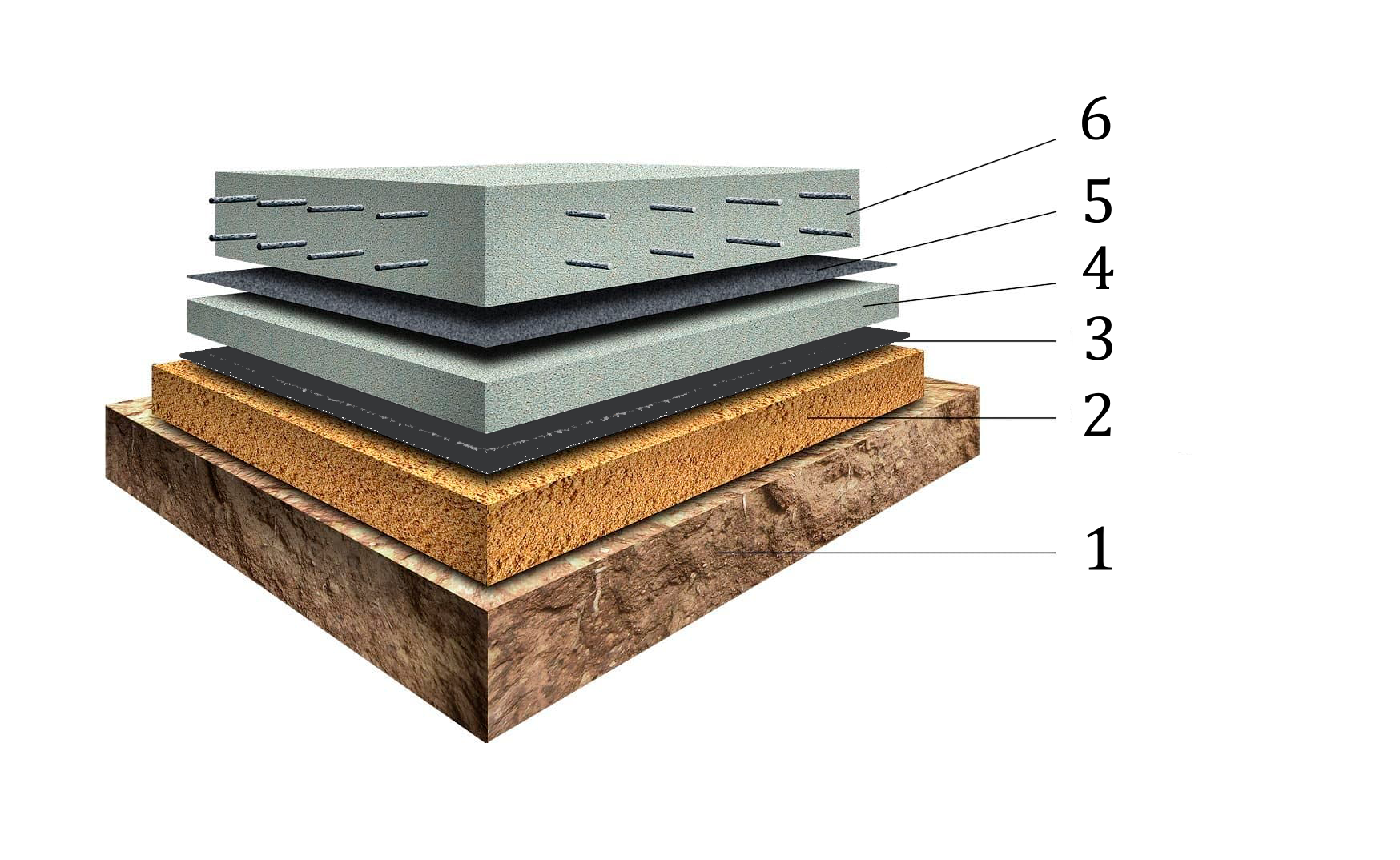 1-Soil; 2-Sand; 3-Crushed stone; 4-Concrete base; 5-Waterproofing; 6-Screed
1-Soil; 2-Sand; 3-Crushed stone; 4-Concrete base; 5-Waterproofing; 6-Screed
Figure.- Floor of the building
The concrete base is an intermediate layer between the compacted base and the screed. The base for the screed is designed to protect against groundwater and to additionally distribute pressure on the soil. For the concrete base, B7.5 concrete with a low rigidity class is used, since it is not so demanding on the strength of the layer. In this case, the base performs the following functions: prevents mortar leaks into the soil, which ensures the required strength properties of concrete in the monolithic floor screed; levels the site and ensures ease of installation of the reinforcement frame and installation of the monolithic screed; serves as an additional shock absorber for minor soil deformations, thereby protecting the base structure. A topping is applied to the surface of the floor screed to create a super-strong, wear-resistant and sealed finishing layer. The finishing coating for the floor is a polyurethane coating, due to its strength, chemical resistance and ease of maintenance. This is a seamless polymer coating created on the basis of polyurethane resins. It forms a dense, slightly rough surface with high wear resistance with multi-colored markings. Polyurethane coating has: high strength, wear resistance; resistant to impacts, abrasive loads; resistance to chemicals (oils, fuels and lubricants, weak acids, alkalis); elasticity (does not crack with vibration and temperature fluctuations, unlike epoxy coating); seamless and tight (no cracks where dirt accumulates); durability (10-15 years under normal use). Total coating thickness: 3 mm.
Factory layout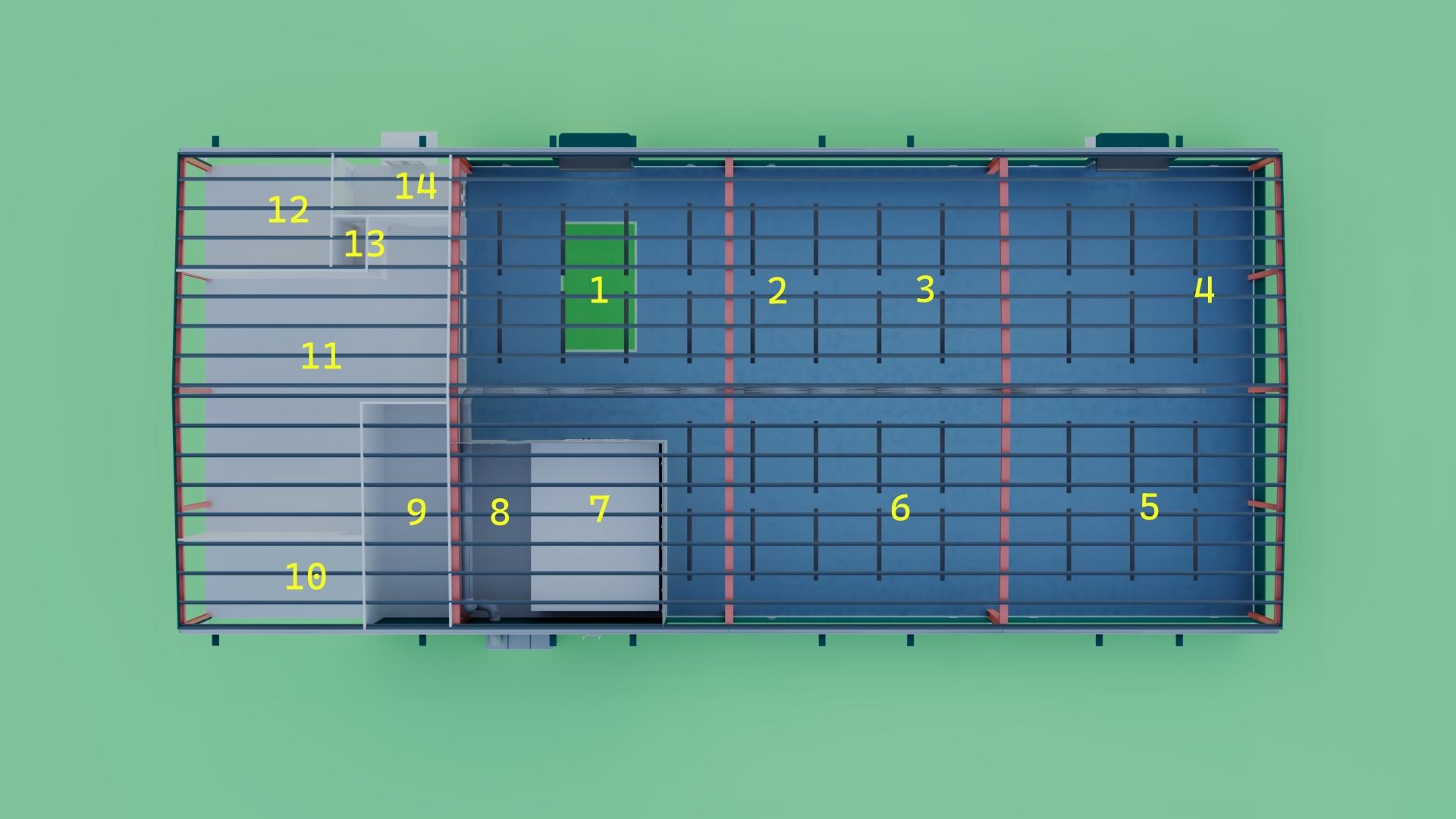
1 – Assembly area; 2 – CNC machine section; 3 – Battery assembly section; 4 – Warehouse; 5 – Welding section; 6 – Molding section; 7 – Paint booth; 8 – Paint booth equipment room; 9 – Locker room; 10 – Anton Dubina office; 11 – Engineers’ room; 12 – Canteen; 13 – Toile; 14 – Hallway.
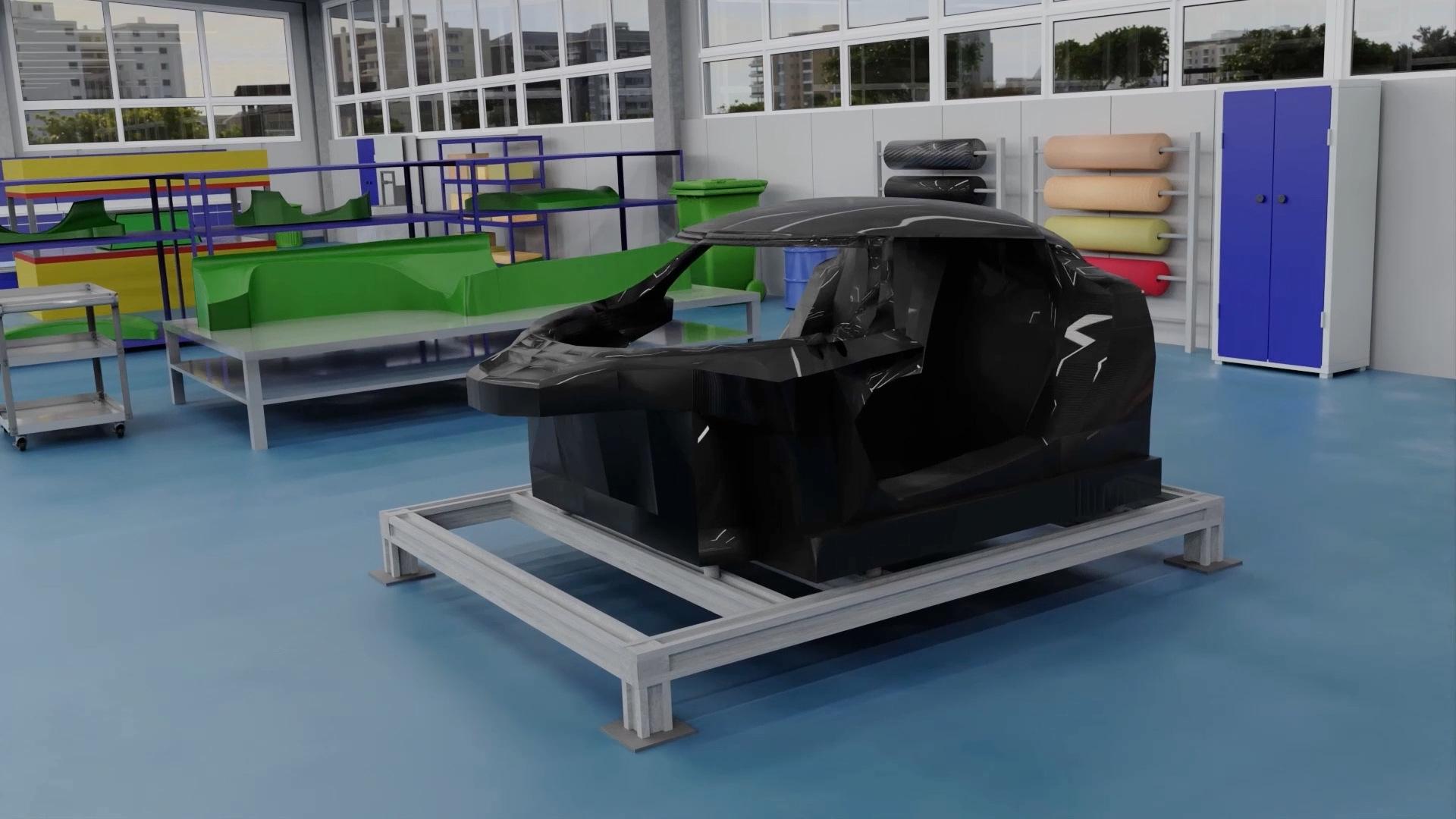
1. Assembly area




The assembly area is located in front of the entrance to the production area, in front of the exit gates and in front of the paint booth gates. This arrangement is due to the fact that the car is assembled in one place after all the parts and assemblies have been manufactured. The assembly area does not intersect with other production processes. If necessary, the entire car is sent to the paint booth for painting, grinding, washing and drying. The assembly area is marked on the floor of the building in green with a yellow frame. This marking facilitates the positioning of the car for assembly, and the yellow frame indicates the boundary within which equipment and tools that interfere with the assembly process must not be left. The wall between the assembly area and the engineers' hall has a window. The window visually increases the space of the room, and the production process can also be observed through the window, which improves the assembly process. The distance from the boundary of the allocated assembly area to the walls and equipment is such that transport trolleys with large parts can pass freely without interfering with workers performing assembly.
2 – CNC machine section


The section is located near the vehicle assembly area, which is due to the need for prompt production and refinement of parts. This solution corresponds to the concept of small-scale production, where flexibility and the ability to quickly adapt to design changes are important. The section has a milling, turning and multi-axis processing machine, as well as a 3D printer that prints metal. They manufacture engine and suspension parts. The parts are moved from the machines on trolleys directly to the assembly site. There are passages between the machines for transporting large-sized elements. The section has a workbench, which is also a measuring post with control tools, which ensures the accuracy of all parts before they are received for assembly. If during the assembly process it is revealed that a change is needed to a part, the engineers promptly transfer the adjustment to the CNC section, and after a short time the new version is sent to the assemblers.
3 – Battery assembly section
The battery is assembled on a special stand located in the center of section 3. The carbon fiber battery case comes from molding section 6, battery cells come from warehouse 4. The cells are placed in the case and connected to each other. After assembly, testing and charging, the finished battery goes to assembly section 1. The battery moves from battery assembly section 3 to vehicle assembly section 1 on a hydraulic trolley. The trolley drives up to the slipway on which the battery is assembled, lifts the battery, and rolls it to the vehicle being assembled. The slipway has a passage so that the trolley can exit with the battery. The trolley drives up to the slipway, rises, removes the battery from the slipway and moves it to the vehicle body for installation. The slipway is made of steel angles and square pipes.

Battery assembly stand.

Hydraulic trolley with lifting function for installing battery, motor.
4 - Warehouse
The warehouse is located at the end of the workshop at the gate of the building. The warehouse is the beginning of the entire production, from it parts and materials are delivered to different production areas. The warehouse contains racks, profiles, rolled materials, barrels, canisters, jars. They store parts, paints, blanks for production. Materials and parts are moved from the warehouse to production areas on special carts. The position of storekeeper is performed by a junior technologist.


6 – Molding section

The molding process is the most labor-intensive. Fiberglass, epoxy resin, and dust from machining can all end up on car parts. To prevent this, sanding and finishing are performed in a paint booth. The molder takes the part's mold from the rack and places it on the molding table. Part production begins with cutting the prepreg. The worker cuts the prepreg for the future part according to the pattern and places the cut material in a plastic container. The material then moves to the molding area. The molder places the material in the mold, covers it with a lid, and sends it to the polymerization area. There, the part polymerizes and hardens. The mold is then sent back to the molding table for removal from the mold. After removal, the part is sent for machining, and the mold is stored in the mold storage area. Parts requiring preassembly, such as a car monocoque, are assembled in the preassembly area.
7 – Paint booth

Full body painting of a car is a lengthy and complex process, consisting of several stages carried out in a specially designed booth. During the initial preparatory work involving body sanding, the ventilation system plays a crucial role. It must not only remove dust within the paint booth but also filter the outside air entering the room. The purpose of ventilation during car body painting is to precipitate suspended paint particles and remove them from the booth. The pressure in the booth is higher than the outside pressure. To prevent dust from escaping from the booth and from falling on the painted parts, the internal fan is rated at 2 kW, and the external fan is rated at 1 kW. During the final stage, while the vehicle body is drying, the filtered air is heated to 60°C and circulated within the booth. The paint booth is equipped with a good ventilation system, high ambient light levels, and reliable dust insulation. Painting of body parts such as the hood, trunk lid, sills, and bumpers is done separately from painting of the main body. After painting, these parts are placed on racks on the left side of the assembly area.
10 – Anton Dubina office

Anton Dubin's office.

Meeting room
Anton Dubin's office is part of the engineering center. It is separated from the office by a wall and has an entrance from the engineering hall. The office contains a desk with a computer, where Anton Dubina works with documents, analyzes reports, and issues orders. Behind the desk is a cabinet with his belongings, and in front of it are two chairs for receiving employees, partners, and clients. Interviews with new employees and partners take place in the office, as well as discussions with engineers to solve production problems and create plans for the coming days. New projects are born in the office, production plans are drawn up, strategic decisions are made, and development plans are charted. This is not just a workplace, but a control center, a command center, a ship's bridge. Anton Dubina is not just a plant director; he is the captain of the ship, on whom production depends entirely. He issues technical assignments to the engineers and monitors their implementation. The well-being of the entire team depends on Anton Dubin. He sets the course. A plant, like a ship, can sink in an emergency. Pirates can attack the ship and steal all the technology. Other ships can overtake Anton Dubin's ship and deliver the goods ahead of it. The ship could be caught in government storms, capsized, or even sink. Anton Dubin's job is to prevent this from happening. Behind the office wall is a conference room. It has a separate entrance from the engineering hall. The room contains a long table and chairs. On the wall is a large, modern interactive screen for displaying drawings, graphs, and presentations. Meetings and briefings are held in the conference room, operational decisions are made, and contracts are signed.
11 – Engineers’ room

Technologists' seats in the engineering hall
The engineering hall is a spacious room where engineers, technologists, programmers, and designers work. The engineering hall is separated from the production area by a wall with windows. The windows in the wall create more visual space in the room and also allow for observation of the assembly shop and engineering hall. Next to the entrance to the engineering hall are the engineers' desks behind the windows. All work in the engineering hall is divided into departments: machine parts, electrical engineering, software, and design. Engineers develop new parts, design electrical circuits, integrated circuits, and batteries. Technologists develop manufacturing technology for parts. Programmers perform hardware programming (programming parts to perform specific functions) and web programming. Designers develop designs, animate 3D models, create website designs, create advertisements, and edit videos. There is a hierarchy among engineers, with senior and junior engineers; for example, a senior technologist reviews the technology developed by a junior technologist. The position of deputy director is performed by a senior design engineer.
12 – Canteen

The canteen is located on the ground floor on the right side of the plant. The entrance to the canteen is in the hallway. A kitchen area with wall and base cabinets, as well as a work surface, is located against the wall next to the entrance. The kitchen is equipped with a refrigerator, sink, two-burner electric stove, and a range hood. The cafeteria has four square tables with plastic chairs. The canteen seats 16 people. The furniture is arranged to ensure easy movement between rows and maintain a comfortable atmosphere during meals. The table surfaces are made of moisture- and damage-resistant material, which is important for daily use. The cafeteria is spacious and well-lit thanks to panoramic windows overlooking the plant's parking lot and the grounds. Natural light creates a cozy and open feeling. Meals in the cafeteria are free. The plant has a lunch hour from 12:00 PM to 1:00 PM, during which time all plant employees can have lunch. It's also customary to drink tea at 3:00 PM at the plant. Lunch is prepared by a worker in charge of housekeeping. She prepares lunch daily, taking into account typical preferences and the need to provide nutritious and relatively inexpensive meals for employees. The menu changes daily to ensure variety. For example, the lunch menu includes the following: first course: kharcho or borscht soup, chicken noodle broth. Second course: buckwheat porridge, pasta, mashed potatoes, meat cutlet, chicken or pork goulash, fried fish. Fresh cabbage and carrot salad, vinaigrette. Pastries: fresh bread. Beverages: dried fruit compote, tea, fruit drink, coffee. Sour cream, mayonnaise, and mustard are always kept in the refrigerator. For dessert, the worker makes a charlotte with apples, pears, or bananas and sprinkles it with ground cinnamon, which gives it a pleasant aroma. Everything prepared is placed on special plates containers and stored in the refrigerator.
Lighting

The plant uses natural sunlight and artificial light for lighting. During daylight hours, natural light predominates thanks to large windows located around the building's perimeter and in the roof, allowing sunlight to penetrate into all areas of the plant. Windows are located throughout the plant. Windows are located at a height of 2.5 meters in the locker room and restroom. This ensures sufficient daylight without the need for constant artificial lighting. Artificial lighting is provided by LED lamps. In the assembly shop, 42 rectangular 100-watt LED lamps are suspended from metal purlins. These lamps are 300 cm long and 20 cm wide, and their color temperature is 5000 Kelvin, which corresponds to daylight and ensures accurate color rendering during assembly work. Nine similar lamps are installed in the engineering room, providing equally bright and uniform illumination of the work areas. The paint booth uses special protected and sealed luminaires mounted in the walls and ceiling. They are designed to withstand high aerosol concentrations and provide uniform illumination of all surfaces for high-quality painting operations. The paint booth doors have windows that allow sunlight or light from the assembly shop lamps to enter. LED lamps are suspended above the building entrance, above the gates, and under the eaves, ensuring good visibility throughout the plant at night.
Please do not open any links and do not make calls (including WhatsApp) to any numbers from messages sent by accounts such as Grabcad Verification, etc. - these are phishing ones. Please do not make any payments. Our security team is currently working on a solution.